Trayectoria de herramienta 3D en bruto
El mecanizado en bruto se utiliza al tallar piezas 3D para eliminar el exceso de material cuando la pieza es demasiado profunda para que la herramienta de acabado se corte en una sola pasada.
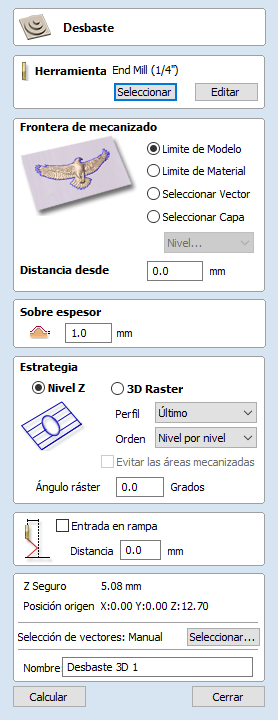
Al hacer clic en este icono se abre el formulario de trayectoria de herramienta que se muestra a la derecha; las funciones disponibles dentro de éste se describen a continuación.
 Herramienta
Herramienta
Al hacer clic en el botón Seleccionar se abre la base de datos de herramientas desde la que se puede seleccionar la herramienta necesaria. Consulte la sección sobre la base de datos de herramientas para obtener más información al respecto. Al hacer clic en el botón Editar se abre el formulario Editar herramienta que permite modificar los parámetros de corte de la herramienta seleccionada, sin cambiar la información maestra de la base de datos. Al pasar el cursor del ratón sobre el nombre de la herramienta, se mostrará una información sobre herramientas que indica de dónde se seleccionó la herramienta en la base de datos de herramientas.
Límite de mecanizado
El Límite de mecanizado es el área en la que funcionará la herramienta. Hay varias opciones:
Límite del modelo Se utilizan los límites combinados de todos los componentes de este trabajo. Este es el área del modelo compuesto que tiene componentes en él. Nota: Este no es el límite de los modelos seleccionados.
Límite de material Se utiliza el contorno de todo el bloque de material.
Vectores seleccionados Los vectores seleccionados se utilizan como contorno de mecanizado.
Nivel seleccionado Los límites combinados de todos los componentes en el nivel especificado. Esto es similar a Límite del modelo, pero solo es específico del nivel con nombre.
Desplazamiento de límite
Si está mecanizando un objeto elevado, a menudo la herramienta no se mecanizará completamente por el borde. Este campo se utiliza para especificar un desfase en el contorno de mecanizado seleccionado para aumentar su tamaño y permitir que la herramienta pase más allá de la arista real si es necesario.
Nota
La información sobre herramientas (en lugar del lado de corte) no saldrá del contorno de mecanizado. Esto es para ayudar a garantizar que el desbaste elimina suficiente material en los límites de mecanizado.
Tolerancia de mecanizado
La tolerancia de mecanizado es un espesor virtual que se añade al modelo 3D cuando se calcula la trayectoria de herramienta de desbaste. Esto garantiza que la trayectoria de herramienta deje material adicional en la pieza bruta.
Esto es beneficioso por dos razones principales, la primera es que cuando el desbaste tiende a hacerse con una herramienta relativamente grande y cortes agresivos, es por lo tanto más propenso (dependiendo del material) a la viruta, esta capa ayuda a prevenir el astillado que afecta a la superficie terminada. La segunda razón es que la mayoría de las herramientas cortan bien cuando están constantemente eliminando material. Por lo tanto, dejar una tolerancia de material garantiza que siempre hay al menos algún material para que elimine la trayectoria de herramienta de acabado.
Estrategia de desbaste
La estrategia de desbaste determina el proceso que tomará la trayectoria de herramienta para eliminar el material deseado
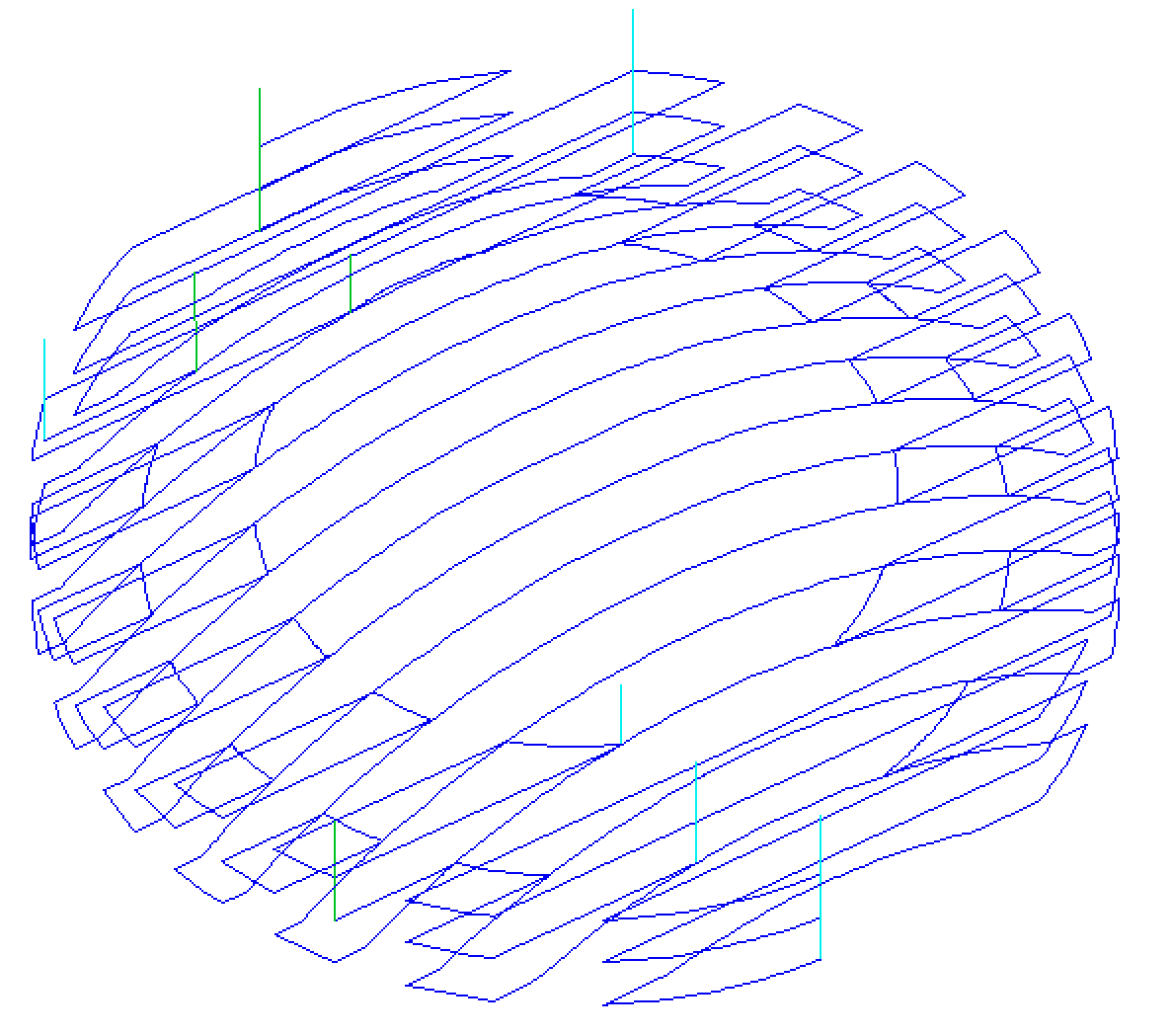
Estrategia de nivel Z
Desbaste de nivel Z utiliza esencialmente una serie de trayectorias de herramienta de bolsillo 2D que tienen en cuenta el modelo 3D y el material que lo rodea dentro del límite especificado.
La primera configuración es la elección de Perfil, y esto controla si cada nivel tiene un perfil cortado alrededor de su límite o no, y si es así si corta antes del ráster o después de él. Primero hace el perfil antes del ráster en cada nivel, Último hace el corte de perfil después del ráster y Ninguno elimina el corte de perfil dejando solo el patrón ráster. Estas opciones dependen mucho del material y las herramientas que se utilizan. Por ejemplo, más material frágil puede beneficiarse de la primera opción del perfil para reducir el astillado.
El segundo ajuste es la elección de Orden. El nivel Z se puede realizar en nivel por nivel. Esto significa generar una pasada completa a una profundidad determinada sobre todo el modelo, antes de avanzar al siguiente nivel. Esta es la opción predeterminada.
El usuario también puede seleccionar Profundidad primero. En este caso, si a una profundidad determinada el modelo consta de regiones independientes, la trayectoria de herramienta generada generará todas las pasadas a profundidades crecientes sobre dicha región. Luego avanzará a otra región de este tipo.
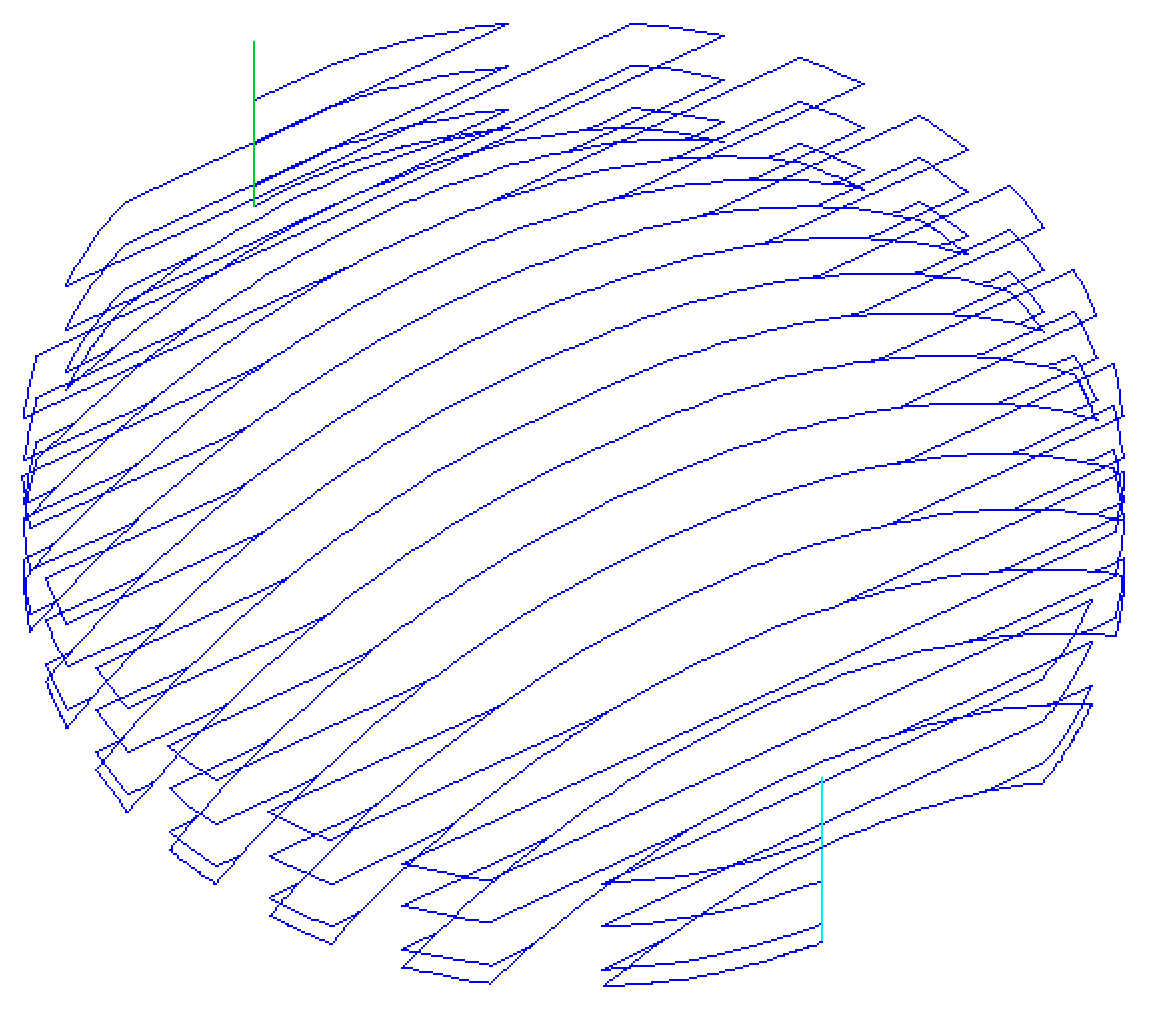
Estrategia ráster 3D
La estrategia Ráster 3D es un corte 3D que pasa por todo el modelo. Esto dejará una cantidad más uniforme de material para evitar el corte de acabado, pero dependiendo de la profundidad y el estilo de la pieza puede tardar mucho más tiempo en ejecutarse. En las partes menos profundas donde el desbaste sólo está tomando uno o dos pases, esto puede ser una mejor opción. Para piezas más profundas, normalmente el desbaste de nivel Z es más eficiente.
Dirección ráster
Esta opción permite definir la dirección de corte principal. A lo largo de X utiliza un patrón ráster paralelo al eje X o A lo largo de Y utiliza un patrón ráster paralelo al eje Y.
Invertir la dirección del paso
De forma predeterminada, al utilizar la dirección ráster A lo largo de X, la herramienta se moverá de una línea ráster a otra de abajo a arriba. En caso de dirección ráster A lo largo de Y, la herramienta se moverá de derecha a izquierda. Esta opción permite invertir esa dirección de paso.
Nota
Actualmente, esta opción solo está disponible para la estrategia de nivel Z.
Avoid Machined Areas
This option means that if an area has been machined by a previous pass of the toolpath it will not be machined by any later passes. This can mean the toolpath is quicker to machine
Note
It is not guaranteed that the toolpath is quicker. It might seem that skipping any previously machined areas should be quicker, but if this introduces more retracts and slows the machine due to extra acceleration and decelerations, then the final result could be slower.
Descenso en rampa
El cortador se puede rampar a lo largo de una distancia en la cavidad en lugar de hundirse verticalmente. Este enfoque reduce la acumulación de calor que daña la fresa y también reduce la carga en los rodamientos del husillo y del eje z
Propiedades de selección y posición
Z seguro
La altura por encima del trabajo donde es seguro mover la fresa a velocidad de avance rápida / máxima. Esta cota se puede cambiar abriendo el formulario Configuración de material.
Posición de inicio
Posición desde y hacia la cual viajará la herramienta antes y después del mecanizado. Esta cota se puede cambiar abriendo el formulario Configuración de material.
Selección de vectores
Esta área de la página de trayectoria de herramienta le permite seleccionar automáticamente los vectores para mecanizar utilizando las propiedades o la posición del vector. También es el método mediante el cual puede crear plantillas de trayectoria de herramienta para reutilizar la configuración de trayectoria de herramienta en proyectos similares en el futuro. Para obtener más información, consulte las secciones Selector de vectores y Plantillas avanzadas de trayectoria de herramienta.
Name
The name of the toolpath can be entered or the default name can be used.